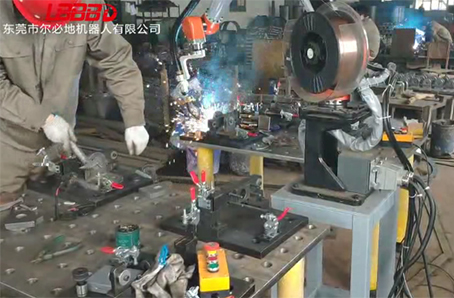
焊接機(jī)器人的出現(xiàn)和運(yùn)用改善了工人的工作環(huán)境和工作時(shí)長(zhǎng),工人可以不用再長(zhǎng)時(shí)間的進(jìn)行工作,只需要負(fù)責(zé)裝卸工件好,也可以不用再忍受焊接出現(xiàn)的火花飛濺、弧光和煙霧,工人們可以從繁重的體力勞動(dòng)中解脫出來。
焊接機(jī)器人二保焊焊接焊接前,接頭清潔要求在坡口兩側(cè)30mm范圍內(nèi)影響焊縫質(zhì)量的毛刺、油污、水銹臟物、氧化皮;當(dāng)施工環(huán)境溫度低于零度或鋼材的碳當(dāng)量大于0.41%,及結(jié)構(gòu)剛性過大,物件較厚時(shí)應(yīng)采用焊前預(yù)熱措施,預(yù)熱溫度為80℃~100℃,預(yù)熱范圍為板厚的5倍,但不小于100mm。
工件厚度大于6mm時(shí),為確保焊透強(qiáng)度,在板材的對(duì)接邊緣應(yīng)采用開切V形或X形坡口,坡口角度為60°鈍邊p為0~1mm,裝配間隙b為0~1mm;當(dāng)板厚差≥4mm時(shí),應(yīng)對(duì)較厚板材的對(duì)接邊緣進(jìn)行削斜處理。
焊接機(jī)器人二保焊焊接前應(yīng)對(duì)CO2焊機(jī)送絲順暢情況和氣體流量作認(rèn)真檢查。若使用瓶裝氣體應(yīng)作排水提純處理,且應(yīng)檢查氣體壓力,若低于9.8×10.5PQ(10kgf/mm2)應(yīng)停止使用。根據(jù)不同的焊接工件和焊接位置調(diào)節(jié)好規(guī)范。
焊接機(jī)器人二保焊焊接時(shí),垂直或傾斜位置開坡口的接頭必須從下向上焊接,對(duì)不開坡口的薄板對(duì)接和立角焊可采用向下焊接;平、橫、仰對(duì)接接頭可采用左向焊接法;必須根據(jù)被焊工件結(jié)構(gòu),選擇合理的焊接順序。
對(duì)接兩端應(yīng)設(shè)置尺寸合適的引弧和熄弧板,應(yīng)經(jīng)常清理軟管內(nèi)的污物及噴咀的飛濺。有坡口的板縫,尤其是厚板的多道焊縫,焊絲擺動(dòng)時(shí)在坡口兩側(cè)應(yīng)稍作停留,鋸齒形運(yùn)條每層厚度不大于4mm,以使焊縫熔合良好。
根據(jù)焊絲直徑正確選擇焊絲導(dǎo)電咀,焊絲伸出長(zhǎng)度一般應(yīng)控制在10倍焊絲直徑范圍以內(nèi)。.送絲軟管焊接時(shí)必須拉順,不能盤曲,送絲軟管半徑不小于150mm。施焊前應(yīng)將送氣軟管內(nèi)殘存的不純氣體排出。
器人")

器人") 東莞市爾必地機(jī)器人有限公司 版權(quán)所有 粵ICP備14063195號(hào)
東莞市爾必地機(jī)器人有限公司 版權(quán)所有 粵ICP備14063195號(hào)
網(wǎng)站")